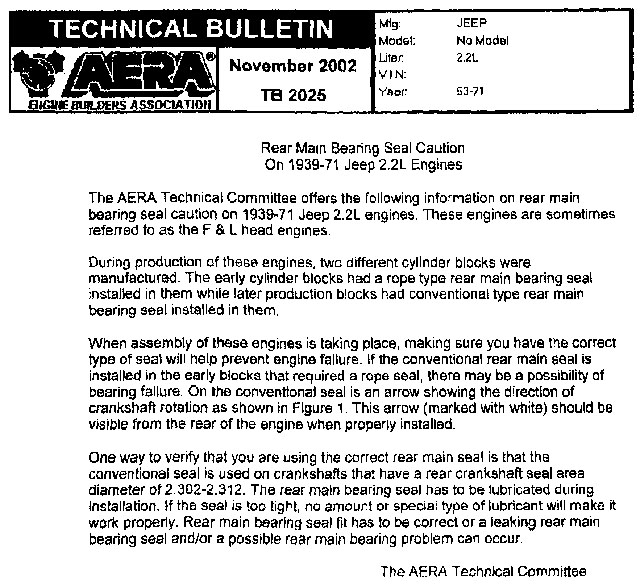
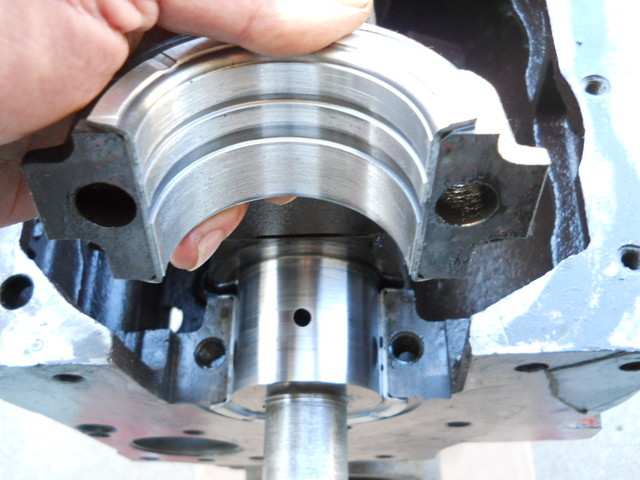
Those vertical rubber seals are for sealing the outer gap between the cap & the block. You won't know weather you have a rope seal or preformed neoprene seal until you remove the cap. Both type seals use the same pair of cap tubular seals. The installation of those cap tubular packings is shown in the TM< 9-1804A page 86 & 87. Looks like someone forgot to trim the excess seal off before installing the pan.I noticed the rear of the oil pan gasket at the rear main seal has been cut out by hand over where the ends of the seal protrude. Doesn't seem normal to me, and nothing in the manuals or forums about it. What are these "buttons" on the end of the seal? I'm guessing I don't have a rope seal but rather the neoprene rubber seal.

It's called a rotator cup. It rotates the valve stem to keep the valve face reseating constantly. A later innovation found on the F134. This is why it helps to have more than just the M38 TM's. These rotators are covered in the civvy manuals and the M38A1 manuals. The M38A1 TM 9-8015-1 pages 120 & 121 are a good place to start.The removable "cup" on the bottom of the exhaust valve has me confused.....not in the TM that I found. What is it called?
Obviously the original or proper new bolts with captive lockwashers as listed in the ORD 9 were not used!I noticed no lock washers on the bolts to the oil pick-up tube inside the pan.
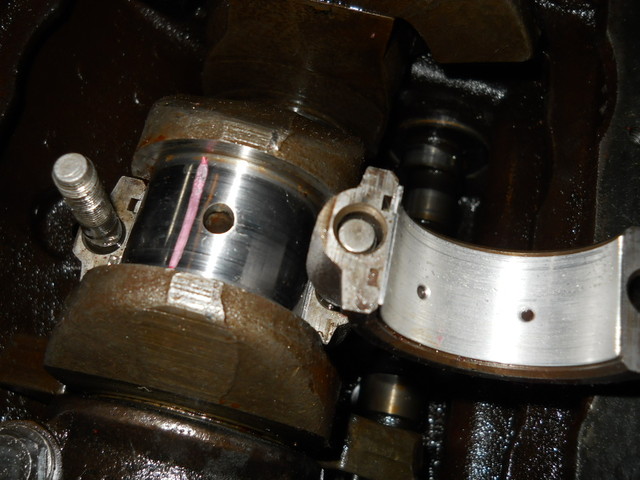
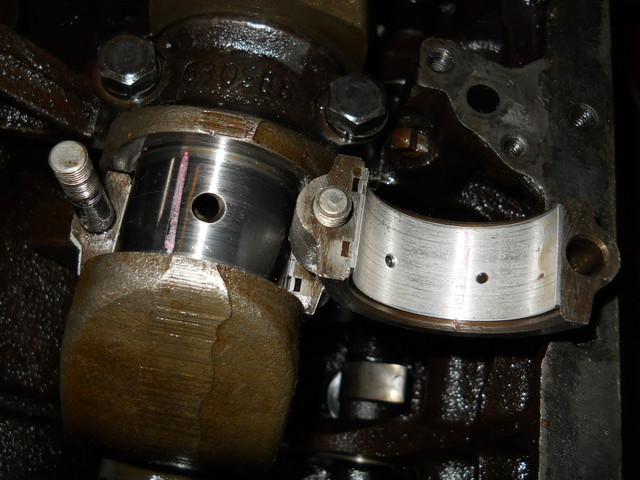
These are covered right in the M38 ORD 9 and the M38 TM 9-1804A manual.there are no jam nuts ("PAL nuts") on the connecting rod bolts.
Again the last idiot that had the engine apart either didn't care or couldn't/wouldn't read the book!
How is the skid plate attached to the oil pan?
As I recall they were spot welded.
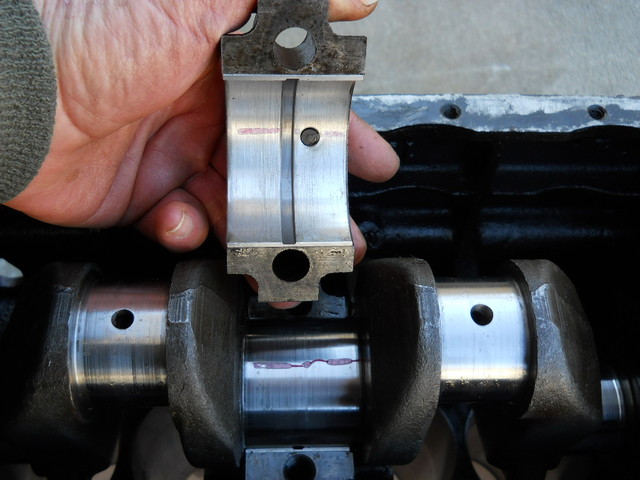
Yes they must be handled with care. The safest way to transport or ship is horizontally with supports at the crank's main bearing journals.Once I get the crankshaft out, should it be handled, transported, and stored vertically? I've see posts that say vertical, horizontal braced, and don't matter.